What is a safety valve and how does it work?
In industrial applications, a safety valve is essential for ensuring system integrity. Dr. Emily Johnson, an expert in pressure management, states, "A safety valve is the last line of defense against pressure build-up." This simple yet crucial device prevents catastrophic failures in various systems, from boilers to pipelines.
A safety valve operates by automatically releasing excess pressure. When pressure exceeds a predetermined limit, it opens to allow fluid or gas to escape. This mechanism protects equipment and personnel from dangers caused by overpressure. However, safety valves can malfunction if not properly maintained. Regular inspections are critical to ensure their reliability.
Despite their importance, many industries overlook safety valve upkeep. Equipment operators must understand this device's role and functionality. Insufficient training or knowledge can lead to oversight, which poses risks. It is vital to prioritize safety in mechanical systems to avoid potential disasters. The effectiveness of a safety valve significantly depends on awareness and rigorous maintenance practices.

What is a Safety Valve and its Role in Pressure Control
A safety valve is a critical component in various pressure systems. It helps to regulate and maintain safe pressure levels. When pressure exceeds a preset limit, the valve opens automatically. This release prevents potential disasters like explosions. Safety valves are vital in industries such as oil, gas, and manufacturing.
In pressure control, the safety valve plays a pivotal role. It protects equipment and personnel from harm. When a system experiences high pressure, the valve swiftly responds. This immediate action minimizes damage and risks. Yet, despite their importance, safety valves are often overlooked. Maintenance is sometimes neglected, leading to failures. Proper inspection and testing are essential for optimal performance.
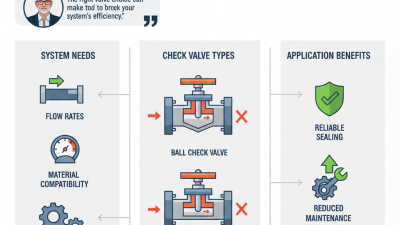
Understanding the mechanics of safety valves is crucial. They consist of a spring, disc, and seat. When pressure builds, it overcomes the spring force. The disc lifts off the seat, allowing fluid to escape. This simple design is effective but requires regular checks. Users should recognize that improper use can lead to catastrophic outcomes.
Types of Safety Valves Used in Various Industries
Safety valves play a crucial role in various industries. They prevent overpressure situations that can lead to dangerous scenarios. There are several types of safety valves, each designed for specific applications.
In the oil and gas industry, spring-loaded safety valves are common. These valves open automatically when the pressure exceeds a set limit. Their durable design ensures they can withstand harsh environments. In the chemical industry, balanced bellows valves are often used. They maintain a consistent pressure differential, enhancing reliability.
In the food processing sector, sanitary safety valves prevent contamination. They are designed for easy cleaning and maintenance. It's essential to regularly inspect these valves to ensure functionality. Neglecting this can lead to failures, which can have severe repercussions. Regular training for operators is vital. Understanding how each type works is crucial for safety.
The Mechanism of Action: How Safety Valves Operate
Safety valves are essential devices used in various industries to prevent excessive pressure from building up in systems. Their operation relies on a simple yet effective mechanism. A safety valve is designed to open automatically when the pressure exceeds a predetermined limit. This action helps to release steam, gas, or liquid, ensuring system pressure remains within safe parameters. According to industry reports, approximately 25% of all pressure-related accidents result from faulty valves.
The mechanism of action in safety valves is primarily driven by spring tension and atmospheric pressure. When the internal pressure rises, it overcomes spring tension, allowing the valve to open. This quick response minimizes potential hazards. Valves are calibrated for specific pressure settings, and incorrect calibration can lead to system failures. A report from the Occupational Safety and Health Administration (OSHA) highlights that improper settings are a leading cause of industrial accidents involving pressure vessels.
In practice, regular maintenance is crucial for safety valve performance. Neglected valves may stick or fail to open, leading to catastrophic results. A recent study found that nearly 40% of surveyed facilities did not follow recommended inspection routines. This oversight raises significant safety concerns, underscoring the need for stringent operational protocols and employee training on safety valve functionality. Such measures could save lives and prevent costly damages.
Industry Standards and Regulations Governing Safety Valves
Safety valves are essential components in various industrial applications. They help prevent excessive pressure buildup in systems. Understanding the industry standards and regulations that govern safety valves is crucial for maintaining safety and compliance.
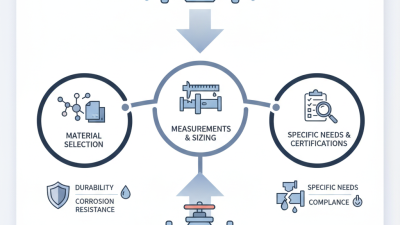
Different regions have specific standards for safety valves. The American Society of Mechanical Engineers (ASME) provides guidelines for the design and testing of these valves. The importance of regular inspections cannot be overstated. Equipment operators must follow these regulations closely. Failing to comply can lead to serious accidents or equipment failure.
Tips: Always check the certification of safety valves. Ensure they meet the required standards for your industry. Educate your team about safety regulations. Regular training can help everyone stay informed.
Another notable standard is the ISO 4126, which focuses on safety valves in pressurized environments. It outlines testing procedures, performance standards, and installation guidelines. Many companies struggle to keep up with changing regulations. Regular audits can help identify gaps in compliance. Don't overlook the importance of documentation and record-keeping. Accurate records support accountability and safety.
Tips: Consult an expert during installation. Misplaced valves can lead to severe safety issues. Review regulations periodically to stay compliant.
Common Applications of Safety Valves in Engineering Systems
Safety valves play a crucial role in different engineering systems. They prevent dangerous pressure build-up by automatically releasing excess pressure. This mechanism is vital in applications such as boilers, gas pipelines, and chemical reactors.
In a boiler, for instance, a safety valve opens when steam pressure exceeds a certain limit. It releases steam to maintain safe levels. This action prevents catastrophic failures, like explosions. Gas pipelines also use these valves to manage pressure fluctuations. When pressure spikes, the valve releases gas, protecting the system and workers.
Chemical reactors benefit greatly from safety valves too. Chemical reactions can create high pressures. Here, the valve ensures that if pressure exceeds safe levels, a release occurs. This minimizes risks of leaks or ruptures. However, reliance on safety valves can lead to neglecting regular maintenance. Some systems fail due to malfunctioning valves that go unchecked. Regular audits are vital in ensuring optimal performance.
What is a safety valve and how does it work? - Common Applications of Safety Valves in Engineering Systems
| Application Area |
Medium |
Pressure Range (psi) |
Temperature Range (°F) |
Material |
| Steam Boilers |
Steam |
30 - 300 |
100 - 400 |
Stainless Steel |
| Process Equipment |
Gas |
10 - 150 |
-40 - 300 |
Carbon Steel |
| Hydraulic Systems |
Hydraulic Oil |
50 - 350 |
-20 - 200 |
Aluminum Alloy |
| Chemical Processing |
Corrosive Chemicals |
15 - 200 |
0 - 150 |
Hastelloy |
| Natural Gas Distribution |
Natural Gas |
10 - 150 |
-30 - 120 |
Composite Material |